
汽车检具主要由底板总成、汽车检具体、断面样板、主副定位销和夹紧装置组成(见图1)。
检测的主要要素为工件外形(包括工件的轮廓和曲面的形状等)以孔、凸缘等特征的位置。汽车检具设计时,一般将尺寸基准置于车身坐标系中,在X,Y,Z方向每隔100mm划坐标线,用底板上的基准块和基准孔建立汽车检具的坐标系。
车身冲压件大多具有空间曲面和较多局部特征,具有非轴对称、刚性较差等特点,因此定位、支承和装夹都比较困难。现在大多数的车身冲压件汽车检具体都是由数控机床按数模和预定的加工程序一次性自动完成所有需要加工的表面和孔位,汽车检具体的材料多为环氧树脂,汽车检具体设计完成后,再根据汽车检具体确定底板总成的位置和大小,并在需要检测的关键截面设置断面样板。
定位元件一般不应作为受力构件,以免损伤其精度,但是在特殊情况下,因产品的放置状态,产品的型面变化,定位元件会受到产品重力的影响,因此,凡是受力的定位元件一般要进行强度和刚度的计算。
定位元件应有良好的加工性能,结构简单,易于制造和安装
定位元件上的限位基准应具有足够的精度,为此,必须保证加工误差,表面粗糙度,定位销的工作直径的公差带一般取f7.表面粗糙度Ra<=0.4um,与检具配合直径公差取r6.表面粗糙度Ra<=0.8um.
汽车检具制作定位方式
定位方式:通常采用孔定位,面定位,轮廓定位或以上方式的组合。优先等级依次为孔定位,孔+面定位,孔+轮廓定位,面定位,面+轮廓定位,轮廓定位。定位系统的选择与车型系统必须一致(包括定位孔和定位面)。
孔定位:即采用两孔定位,孔+面定位或孔+轮廓定位。主定位(H)为圆锥形定位销(简称圆锥销),副定位(h)为菱形定位销(简称菱形销)。单独采用定位销做定位时至少使用2支定位销来定位,定位销方式选择按照下图所示。
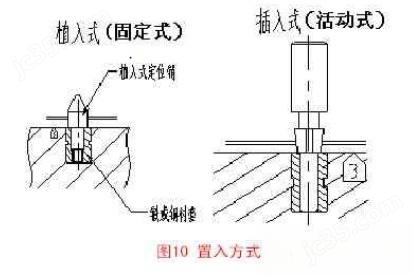
若使用1支定位销时,必须采用其他辅助定位方式,如挡块等。当定位孔植入定位时,定位销直径为定位孔直径D-0.02mm,当定位销为锥形定位销定位时,定位锥度应保证在理想状态下定位销中部直径与定位孔直径相同。
定位销置入方式:内外饰检具多采用插入式置入方式
在零件夹紧和检测开始之前,首先将零件定位,因此定位销用于将零件精确地定位在检具上
定位孔的位置根据零件图纸基准确定(通常每个零件设置两个定位孔)
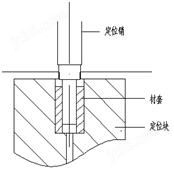
定位销由导向,定位及手柄三部分组成,保证销子导向部分能够在定位孔内进出自由。根据零件基准点特性和基准孔形状,定位销相应设置成锥型销和柱销,匹配件可以参考实际装车方式而有所不同。
在定位孔内,为保证定位销定位准确,必须安装导向衬套,导向衬套和检具固定
导向衬套的中心相对于车身坐标线的定位精度控制在正负0.05内
定位销和相应导向衬套的结构根据孔的形状有不同的要求,分防转结构和不防转结构。
圆柱销
图为常用的圆柱定位销,当工件直径小于10MM时,为避免销子因撞击而折断,或热处理淬裂,通常将根部导出R角,应用时在检具上体上做出沉孔,使定位圆销圆角部分沉入孔内而不影响定位。如图所示,大批量生产时,为了便于更换定位销可采用图所示带衬套结构,圆柱定位销的工作部分直径通常根据加工要求按g5/g6/f6/f6制造,定位销与检具体配合可参考标准。
圆锥定位销
图所示为工件以圆孔在圆锥销上的定位示意图,它限制了工件的三个自由度,锥销与圆孔沿孔口接触,孔口的形状直接影响接触情况,从而影响定位精度。图为整体圆锥销适应于加工过的圆孔,若圆孔为毛坯孔,由于孔误差大,为保证二者接触均匀,采用图所示结构。
大众定位销计算方法(摘自大众检具设计标准)
零件在检具上的定位通常采用2个定位孔,定位的的方式和位置根据图纸中的RPS的说明来规定。
通常采用以下两种定位方式
四方位定位销---图纸上一般定义为RPS:Hxy,Hxz或Hyz
两方位定位销---图纸上一般定义为RPS:Hx,Hy或Hz

定位销A1(四方位定位销)在检具和测量支架上通常采用相同的结构
定位销A2(两方位定位销)根据检具和测量支架不同的形式,需采用不同的结构形式,对于检具,定位销A2结构为两头销,一端定位,一端检测。
对于测量支架,定位销A2结构为单头销,仅做定位作用。
圆柱定位销的计算方法
对于圆形孔,采用圆柱定位销的,圆柱销的直径D根据经验公式推出:
D2=额定孔径最大值-0.1mm
例如:额定圆孔直径为∅17+0.2/0.则相应的圆柱销直径D2=17.2-0.1=17.1mm,考虑到制造公差0-0.02.推出D2=18.1-0.02mm
对于长形孔,且采用圆柱定位销的,圆柱定位销的直径D2.根据如下经验公式推出:
D2=额定孔径最大值-0.1
例如:额定长形孔径为18.0+0.2/0X9.0+0.2/0
则相应的圆柱销直径:
D2长度方向=18.2-0.1=18.1mm,推出D2长度方向=18.1-0.02
D2宽度方向=9.2-0.1=9.1mm,推出D2长度方向=9.1-0.02
定位销为锥形销的情况
锥形销定位适用于下列情况:
1)根据RPS要求,零件定位孔附件有定位面
2)零件料厚B>1.2mm
锥形定位销的计算方法
对于圆形孔,采用锥形定位销的,锥形定位销最大圆锥直径D2.根据经验公式推出:
D2=额定孔径最大值+附加余量0.5mm
例如:额定圆孔径为∅17.0+0.2/0.则相应的圆锥销直径D2=17.2+0.5=17.7mm,考虑到制造公差0/+0.1.推出D2=17.7+0.1/0mm
对于长形孔,且采用圆锥销,圆锥销的直径D2.根据如下经验公式推出:
D2=额定孔径最大值+附加余量0.5mm
例如:额定长形孔径为18.0+0.2/0X9.0+0.2/0
则相应的圆锥销直径:
D2长度方向=18.2+0.5=18.7mm,考虑到制造公差+0.1/0.推出D2长度方向=18.7+0.1
D2宽度方向=9.2+0.5=9.7mm,考虑到制造公差+0.1/0.推出D2长度方向=9.7+0.1
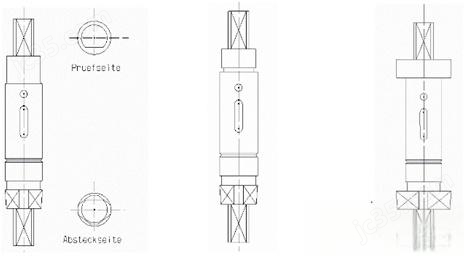
定位锥销(两方位定位销)两头销的结构形式
在检具上,当RPS2作为定位孔时,通常该孔同时具有检测的功能要求,因此,定位销通常设置为两头销,其工作顺心为:1)先检测孔位置度2)在完成定位
柱形定位定位销

锥形定位销
锥形销的结构取决于D2.D2=孔径最大直径+附件余量0.5
锥形定位销A2的计算
圆孔柱形销A2的计算方法(两头销)
定位部分-D2的计算根据下列公式计算D2=孔径的最大尺寸-0.1
例如定位孔∅17.0+0.2/0孔的位置度为:X=±0.2Y=0.计算其定位尺寸和检测尺寸
定位尺寸D2=17.2-0.1=17.1制造时考虑到制造公差0.02.得出D2=17.1-0.02
检测尺寸D3=孔径最小尺寸-垂直与定位方向的位置公差=17-0.4=16.6制造时考虑到制造公差,得出D3=16.6-0.02
长形孔锥形销A2的计算方法(两头销)
例如18+0.2X9+0.2.其位置公差为X=±0.2Y=0.计算其定位尺寸和检测尺寸

定位尺寸D2=9.2-0.1=9.1制造时考虑到制造公差0.02.得出D2=9.1-0.02
检测尺寸B=孔径的最小尺寸-0.1mm例如B=9.0-0.1=8.9制造时考虑到制造公差0.02.得出D2=8.9-0.02
L=孔径的最小尺寸-长度方向位置公差L=18-0.4=17.6制造时考虑到制造公差0.02得出D2=17.6-0.02


